


惠州专业的开口编织网管公司
铜绞线拉丝机的单变频拉丝机结构和张力原理:单变频为直列式塔轮结构,老式铜绞线单变频铜线拉丝机的箱体多为半铸造的,轴承定位都是前后定位。密封为骨架油封。张力原理主要是采集主机脉冲和收线脉冲信号,在经过PLC处理,来控制张力的,也就是说单变频拉丝机的张力有一个可变的相对滑差。开口编织网管公司通过调节给定的拨码开关数值,就能得到相对应的滑差,就是因为有一个滑差存在,所以单变频拉丝机对一般的铜丝和模具适应性比较好。惠州开口编织网管双变频铜绞线拉丝机的结构和张力原理:双变频目前市场上都是采用立式结构,轴承单边定位,都采用机械密封了。它主机和收线都单电机拖动,为了解决这两个电机的联动性,双变频铜绞线拉丝机的张力控制也走过了张力板时代——电脑张力显示屏时代——专用收卷变频器时代,现在都采用后者了。方便简单适用。通过张力摆杆的位置,带动精密电位器来分压,传给收卷变频做反馈信号,再通过PID运算,达到控制张力的效果。

开口编织网管公司铜编织软连接系列使用于高低压电器,真空电器,高低压开关柜,电焊机,汽车,电力机车,电炉,矿用防爆电器,发电机组,碳刷导线的软连接等。铜编织线采用圆铜线(0.10, 0.15, 0.20)或镀锡软圆铜线(0.10, 0.15)以多股(24.36.48锭)经单层或多层编织成。铜编织线的直流电阻率(20℃)不大于0.022Ω.mm2/m, 锡铜编织镀线的直流电阻率(20℃)不大于0.0234Ω.mm2/m。惠州开口编织网管采用铜绞线、铜编织线作为导体,两端采用铜管,铜管表面镀锡处理,接头尺寸按客户要求生产,再通过处理,做成软连接、软接地。导电率高、能力强。可根据客户要求生产铜线软连接运用于高、低压电器、真空电器、矿用防爆开关、汽车、机车、电柜、母线槽、工业电炉、电解冶炼、焊接设备、整流设备及相关产品软体连接用。采用裸铜线及镀锡铜线的编织带,用冷压方法压制而成。可根据客户要求镀锡镀银。
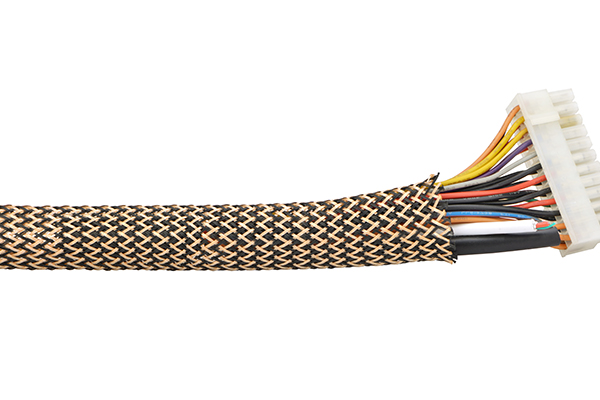
有很多客户在咨询软管编织网管的时候,常问道的一个问题是,你们的软管编织尺寸多大?是不是从小到大都可以编织?开口编织网管公司能够编织任意口径软管的编织网管当然是不存在的,每个编织网管都只能编织特定范围之内的软管,10-20,20-30,30-50MM直径等,所以客户在询盘的时候好能将自己的管件口径告诉销售人员,销售人员才能根据用户的尺寸,用途来推荐合适的编织网管。惠州开口编织网管一般编织网管厂家都只生产大众口径的编织网管,如果客户的要求过大或者过小,都需要进行相应定制。
开口编织网管公司空心编织管套是生活中常见的一种东西,它也是用编织网管进行生产的。和一般的编织软管不一样,空心编织管编织管套是没有内管的,所以在进行编织生产的时候,需要要在编织网管上加上一根硬性内管作为编织骨架,使得空心编织管套在编制过程中内径恒定,不会变形。一般我们都使用光滑的不锈钢管来作为空心编织管的内骨架。由于没有内管的支撑,编织完成之后的空心编织管也不能用正常的收卷机来进行收卷操作。惠州开口编织网管根据其用途,我们一般会在编织网管后面放一个容器,或者在编织网管后面放置一个压扁机器。空心编织管套和正常的编织管生产,其工艺,流程,基本都是一致的。在机器设备的选择上,由于需要一根很长的硬性管件作为内骨架支撑,所以在生产空心编织管的时候,一般都采用卧式编织网管。
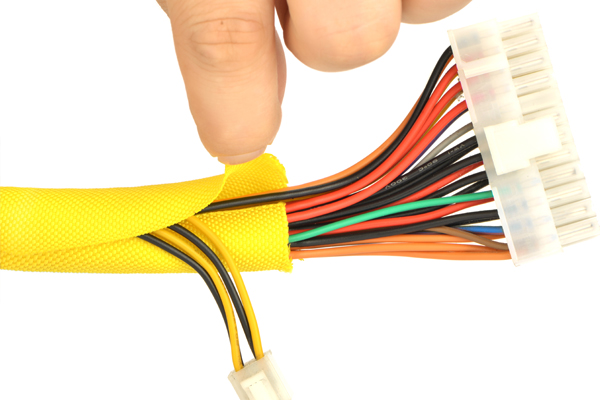
开口编织网管公司自卷式纺织套管,使用方便,阻燃,近年来深受广大客户喜欢,尤其是汽车线束领域,而且自卷式套管价格相对其他套管实惠,但是在市场也是不尽相同,材料决定性能,比如固锦实业所有自卷式纺织套管均采用阻燃材料,所以成本上自然会比市面上一些不阻燃不的产品高一点。惠州开口编织网管这个主要与纺织的机器与技术人员技术有关,从产品上就可以清楚的看出来,我们的产品每一处纺织工艺都十分,不可挑剔,十分美观。所有工厂都这样,不像电子城、淘宝等零售,价格一般都是随着数量递增而递减,因为数量越少,物流费用、人员人工费用等等都比较大。彩色的自卷式套管价格一般会贵10%左右,因为多一个染色工序,而且有起订量,如果没有现货。因使用需要,部分客户会要求裁切至指定长度,因此生产过程中会多个裁切工序,这个主要看工厂,一般会提供免费裁切。
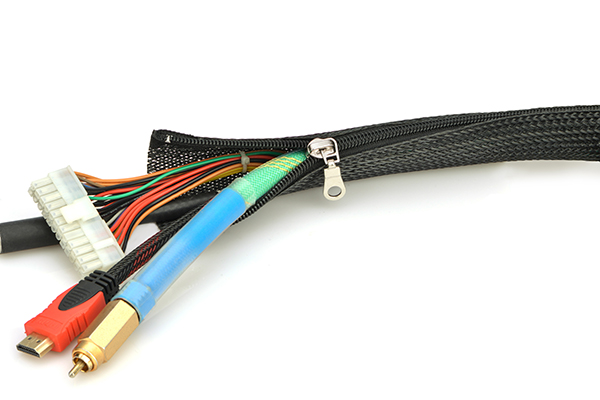
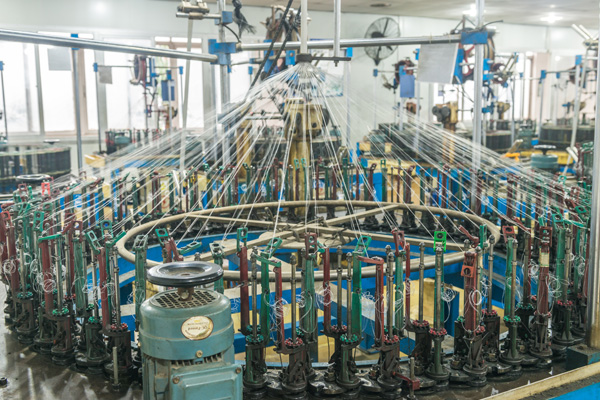
惠州开口编织网管本规程适用于高速编织网管生产屏蔽类的控制电缆、塑料线、射频电缆等编织工序生产。设备技术规范和参数:详见编织网管的《设备使用说明书》生产工具和量具:量具:游标卡尺。工具:剪子、扳手、螺丝刀等。开车前准备工作:开车前工作人员,准备好工具和量具。了解上一班工作情况,明确当班生产任务,按工艺要求选择好压模和搭配齿轮。开口编织网管公司检查设备各部位是否正常,如发现故障性能通知有关部门恢复后方可开车。检查需编织的半成品和金属丝等是否符合工艺规定。将需编织的半成品固定在放线架上,固定好放线盘,调节好张力。缆芯从放线盘放出,经主机在下方进入,并通过导向轮穿过盘面的中心孔至牵引轮绕几圈后,再引到收线盘上,导向轮的位置应保证电缆中心能通过盘面中心,并选配安装好牵引挂齿。将已并好金属线的锭子装在编织梭子内。检查无误后,可开动机器一段时间后停车,测量编织外径、编织节距等工艺参数是否符合工艺规定,合格后方可正常生产。






